上海尚运精密部件有限公司
Shanghai Sunwin Precision Parts CO.,LTD
- 在线客服
- 咨询电话:
021-57463999 -

微信咨询扫一扫
微信咨询扫一扫
模具设计不当往往会造成最终产品出现这样或那样的缺陷。所以,在对模具进行修改之前,通常要先进行试模和评估,优化模具设计和工艺参数,这样才能避免不必要的误差,达到事半功倍的效果,同时满足批量生产的高质量要求。
为何一定要试模?
大多数成型产品的缺陷是在塑化和注塑阶段造成的,但有时也与模具设计不当有关,可能的影响因素包括:模腔数,冷/热流道系统的设计,射入口的类型、位置和尺寸,以及产品本身的结构等。因此,为了避免由于模具设计而造成的产品缺陷,我们需要在制作模具的时候,对模具的设计和工艺参数进行分析。
在获得试模结果后,操作者通常需要对模具的具体情况进行评估,以免在对模具进行修改的过程中增加不必要的成本和时间。多数情况下,这种评估还包括对机器工艺参数的设定。也就是说,为了弥补模具设计中的不足,操作者可能会在不知情的情况下进行了不正确的设置。在这种情况下,设备的生产运作过程是不正常的,因为生产合格产品所需的参数设置范围非常小,一旦参数设置出现任何微小的偏差,可能会导致最终产品的质量远远超出所允许的误差范围,而由此产生的实际生产成本往往比事先进行模具优化所产生的费用高得多。
试模的目的就是要找出优化的工艺参数和模具设计。这样,即便是材料、机器设定或者环境等因素发生了变化,依然能够确保稳定和不间断的批量生产环境,而不仅仅是为了获得一个好的样品。这一点非常重要。

图1 填充试验:寻找转压点
试模的基本步骤
步骤1.设置料桶的温度。
这里需要注意的是,初始的料桶温度设置必须依据材料供应商的推荐。这是因为,不同厂家、不同牌号的相同材料可能具有相当大的差异,而材料供应商往往对自己的材料有着相当深入的研究和了解。用户可根据他们的推荐进行基本的设置,然后再根据具体的生产情况进行适当的微调。
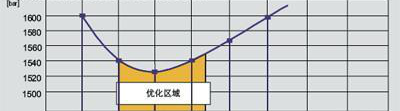
图2 注射速度的优化
除此之外,还需要使用探测器测量熔体的实际温度。因为我们所设定的料桶温度往往由于环境、温度传感器的型号和位置深度不同等原因,并不能保证与熔体温度100%的一致。有时由于油污的存在或其他原因,熔体的实际温度和料桶的设置温度差别很大(以前,我们曾有过两者温差相差高达30℃的例子)。
步骤2.设置模具的温度。
同样,初始的模具温度设置也必须根据材料供应商提供的推荐值。
需要注意的是,我们所说的模具温度指的是模腔表面的温度,而不是模温控制器上显示的温度。很多时候,由于环境以及模温控制器的功率选择不当等原因,模温控制器上显示的温度与模腔表面的温度并不一致。因此,在正式试模之前,必须对模腔表面的温度进行测量和记录。同时,还应当对模具型腔内的不同位置进行测量,查看各点的温度是否平衡,并记录相应的结果,以为后续的模具优化提供参考数据。
步骤3. 根据经验,初步设定塑化量、注射压力的限定值、注射速度、冷却时间以及螺杆转速等参数,并对其进行适当的优化。
步骤4.进行填充试验,找出转换点。转换点是指从注射阶段到保压阶段的切换点,它可以是螺杆位置、填充时间和填充压力等。这是注塑过程中最重要和最基本的参数之一。在实际的填充试验中,需要遵循以下几点:
(1) 试验时的保压压力和保压时间通常设定为零;
(2) 产品一般填充至90%~98%,具体情况取决于壁厚和模具的结构设计;
(3) 由于注射速度会影响转压点的位置,因此,在每次改变注射速度的同时,必须重新确认转压点。
通过填充试验,用户可以看到材料在模腔里的流动路径,从而判断出模具在哪些地方容易困气,或者哪些地方需要改善排气等。
步骤5. 找出注射压力的限定值。在此过程中,应当注意注射压力与注射速度的关系。对于液压系统,压力和速度是相互关联的。因此,无法同时设定这两个参数,使其同时满足所需的条件。
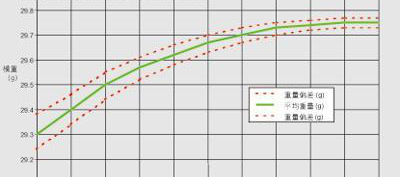
图3 保压时间的优化
在屏幕上设定的注射压力是实际注射压力的限定值,因此,应当将注射压力的限定值设定为始终大于实际的注射压力。如果注射压力限定过低,使得实际注射压力接近或超过注射压力的限定值,那么,实际的注射速度就会因为受到动力限制而自动下降,从而影响注射时间和成型周期。
步骤6. 找出优化的注射速度。这里所指的注射速度,是同时满足使填充时间尽量短,同时填充压力尽量小的注射速度。在这一过程中,需要注意以下几点:
(1)大部分产品的表面缺陷,特别是浇口附近的缺陷,都是由于注射速度引起的。
(2)多级注射只在一次注射不能满足工艺需求的情况下才使用,特别是在试模阶段。
(3)在模具完好、转压点设定正确,且注射速度足够的情况下,注射速度的快慢与飞边的产生没有直接关系。
步骤7.优化保压时间。
保压时间也即是浇口的冷凝时间。一般,可以通过称重的方式确定浇口的冷凝时间,从而得到不同的保压时间,而最优化的保压时间则是使产品模重达到最大时的时间。
步骤8. 优化其他参数,如保压压力和锁模力等。
最后,需要强调的是,试模的目的和重点在于优化模具和工艺,以满足批量生产的要求,而不仅仅是试验出好的产品试样。